歡迎您訪問我們的官方站點!
![]()
![]()

| 注塑模具斜頂內(nèi)跑滑塊機構(gòu) |
| 日期:2023-03-26 13:08:11 訪問量:285次 |
|
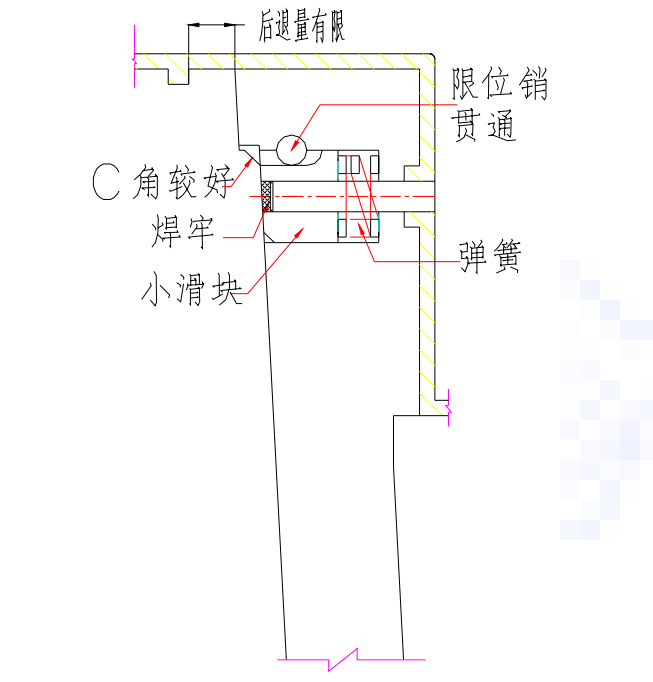
1.若斜頂成型機構(gòu)中,有局部的小型芯或其它需要特別大的后退量時,可以采取斜頂內(nèi)跑滑塊機構(gòu).如圖 a-1,此類機構(gòu)設計時,可能是局部
如圖 a-1 2.斜頂上成型部分對斜頂?shù)陌o力比較大,斜頂抽芯運動過程中,產(chǎn)品會跟隨斜頂運動,造成產(chǎn)品變形或抽芯不能完成。我們要根據(jù)不
如圖a-2 頂出開始時,斜頂桿沿著斜面開始抽芯,彈頂型芯由于背面直面的作用保持在原始位置,頂住塑件保持不動。當彈頂型芯脫離背面直面時,塑件已離開斜頂一段 文章來自網(wǎng)絡,著作權歸原作者所有,由上海模具設計轉(zhuǎn)發(fā) 前一頁:塑料制品的缺陷和解決方法 后一頁:注塑模具常用機加工介紹(a. 銑床加工 b. 磨床加工 c. CNC加工 d. 放電加工 e. 線割加工) |